球磨機(jī)筒體兩端焊有L型大法蘭,筒體采用整體式�����,采用外翻大法蘭連接、止口定位�,使焊縫避開應(yīng)力高峰區(qū),確保法蘭的連接強(qiáng)度����。球磨機(jī)筒體鋼板材料青重在同行業(yè)率先選用Q235B,其焊接性能及抗沖擊等機(jī)械性能好,球磨機(jī)襯板材質(zhì)為ZGMn13�����,該種材料有韌性�����,有硬度�。同時(shí)襯板尺寸公差執(zhí)行國家標(biāo)準(zhǔn)GB/T6414-1999中CT9級(jí),外形尺寸及熱處理符合圖紙技術(shù)要求��,襯板不允許有超出圖樣要求的鑄造缺陷���。襯板外形設(shè)計(jì)消除圓周方向接縫���,避免形成礦漿不良軌跡。采用光譜分析及藥物化驗(yàn)的方法進(jìn)行探傷檢測����。
- 對(duì)材質(zhì)進(jìn)行化學(xué)成分及金相組織分析��,保證處理后的機(jī)械性能���,提供耐磨性、沖擊韌性���,減少磨損�。
- 有整體均勻的硬度和組織結(jié)構(gòu)��,高的抗沖擊疲勞強(qiáng)度低磨損率��、不變形��、不破碎����。
- 合理的襯板形狀能提高磨機(jī)的高效利用率��、增加產(chǎn)量��、提高產(chǎn)品品質(zhì)�����。
筒體的優(yōu)越性:筒體采用外翻式L法蘭,確保法蘭的連接強(qiáng)度���。
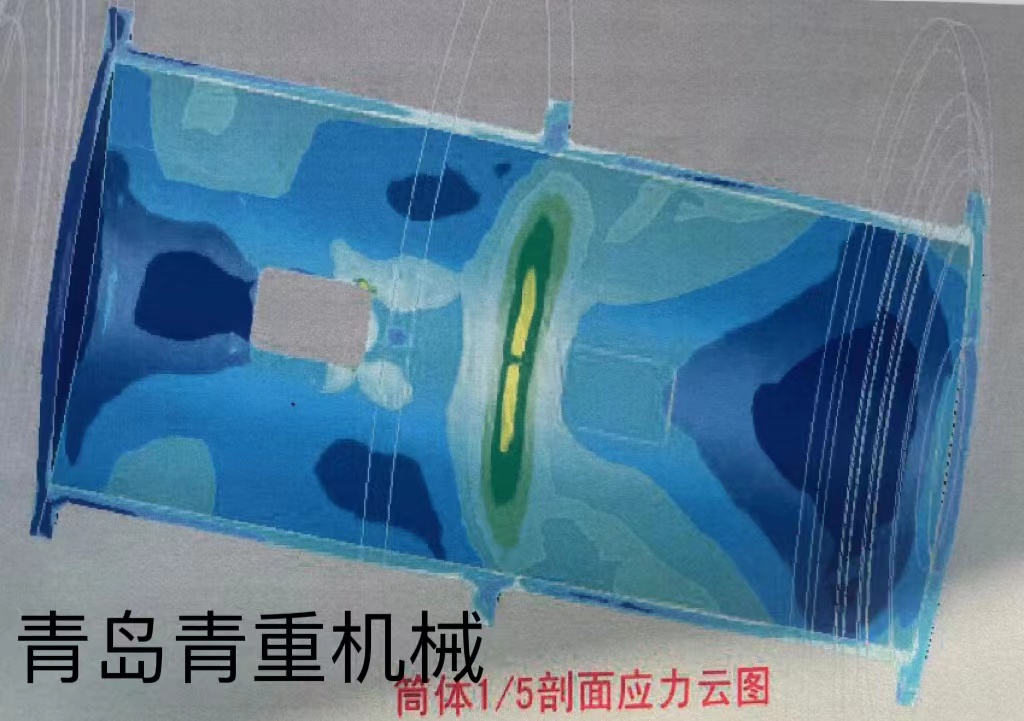
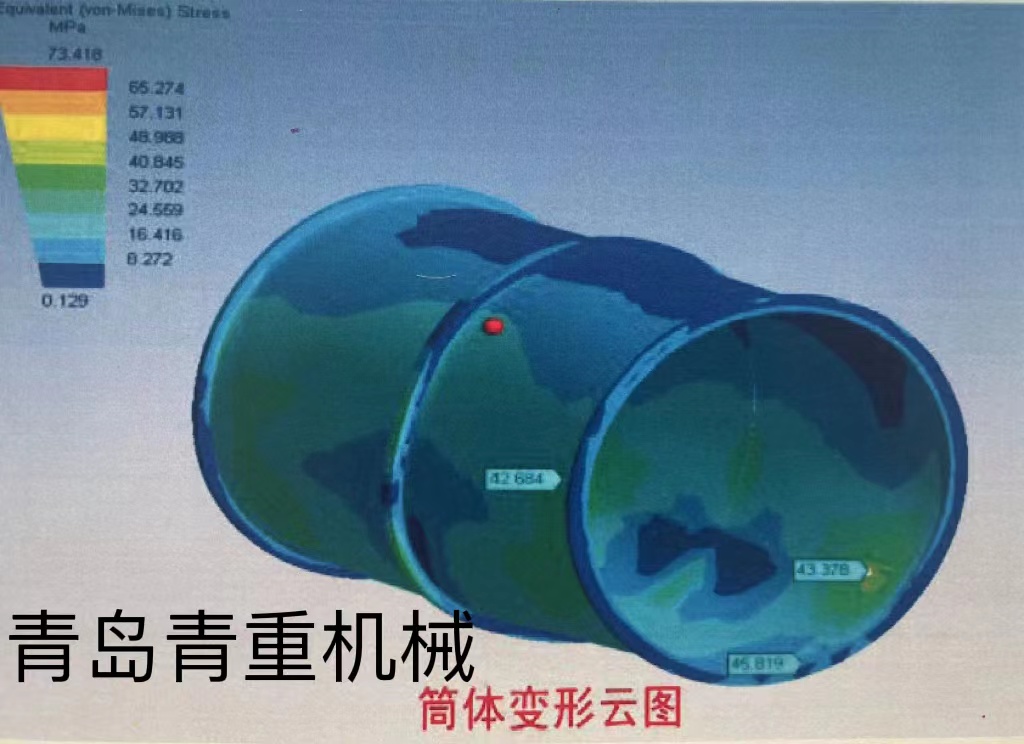
筒體由探傷板卷制�,刨邊機(jī)刨出焊接坡口�。在大型焊接操作機(jī)上自動(dòng)埋弧焊接,所有焊接超聲波探傷�����,可以部位進(jìn)行磁粉探傷���,確保焊縫質(zhì)量�,筒體焊后整體退火�,消除焊接應(yīng)力。應(yīng)力集中嚴(yán)重的人孔門�,切割后經(jīng)機(jī)加工,消除切割造成的微小裂紋���,避免筒體出現(xiàn)疲勞裂紋的可能����。
- 筒體焊接采用焊條(絲)抗拉強(qiáng)度不低于420MPa,焊縫不穿過螺栓孔。
- 縱向焊縫相互錯(cuò)開60度�,雙面坡口焊接。
- 兩端法蘭的止口內(nèi)定位端面的不平行度不大于0.35mm���。
- 筒體圓度及直線度不得大于3mm����。
- 各螺栓孔對(duì)其公稱位置在任何方向偏移均不得大于1mm�����。
- 鋼板在使用前對(duì)板材邊進(jìn)行超聲波探傷檢查����,檢查寬度150mm,要求鋼板質(zhì)量等級(jí)不低于鍛件2級(jí)質(zhì)量要求����。
- 筒體全部實(shí)行自動(dòng)焊接�,焊縫100%超聲波探傷檢查,應(yīng)符合JB11345-89標(biāo)準(zhǔn)規(guī)定C級(jí)��、檢驗(yàn)I級(jí)�。
- 筒體焊接完畢后粗加工�,然后整體進(jìn)入退火爐進(jìn)行退火消除應(yīng)力�,根據(jù)加溫曲線持續(xù)加溫至600度,然后保溫10小時(shí)����,保溫結(jié)束后自然冷卻至200度,打開爐門��,開出臺(tái)車�,筒體出爐冷卻至室溫,再進(jìn)行二次精加工����。
筒體的制作工藝:
1、檢查來料鋼板 2�、鋼板下料、拼接 3�、刨邊加工焊接坡口 4、卷板����、焊接成整體 5、下料�����、拼接法蘭,并加工焊接坡口及內(nèi)圓 6�����、法蘭與筒體鋼板組隊(duì)�,采用自動(dòng)焊接機(jī)焊接7、焊接后���,對(duì)所有焊縫進(jìn)行探傷檢查8���、整體到端面車床上加工,保證兩端定位止口的同軸度及法蘭端面的垂直度���,加工人孔9粗加工后�����,熱處理消除應(yīng)力10��、精加工止口及端面11��、加工筒體上的襯板把合孔。